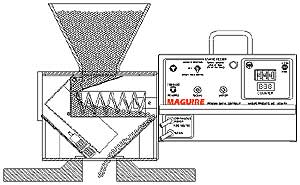
产品介绍 MSF定量喂料器精确控制送入成型机送料口的原料体积。MSF体积式喂料器自重不到50磅,小巧灵便,易于安装。可安装在现有料斗和成型机送料口之间,仅给料斗增加8英寸高度。料斗依然可保持位于送料口正下方,不会像其他品牌设备那样导致偏置。 改进排气螺杆的控制 在与排气螺杆联合使用的情况下 - MSF定量喂料器用户可控制送入螺杆后段的物料量。如果螺杆前段和后段挤出塑料的速度不一致,后段过多的物料会从排气螺杆溢出。这种情况可能由以下因素造成: ·螺杆回退时背压得使用; ·前进段的螺杆螺纹磨损; ·人为造成的机筒温度不均 定量喂料器精确控制送入螺杆后段的物料体积,从而使用户避免物料由排气螺杆漏出。 改善物料加工 粒子加热塑化时,表面的水分和挥发成分会形成水蒸汽,向后运动的水蒸汽在喂料段和料斗中重新凝结在粒子上,然后被再次带入螺杆。定量喂料器通过两种功能解决这个问题,首先,空螺杆的螺旋形螺纹后面有一个连续的气道,水蒸汽很容易从气道回到喂料口。其次,定量喂料器本身带有通向外部的排气口,水蒸汽不会在料斗内运动到冷的粒子上。 减小驱动马达的转矩 某些粉碎树脂料在喂料段进料效率很高,导致驱动螺杆的马力和转矩不足,驱动马达过载。定量喂料器计量树脂粒喂料量使之不超过驱动马达的马力或转矩,从而修正了这个问题。
控制滑移 成型机喂料段冷却之前,如果进料口塑料粒子的进料量较低,在进料口的滞留时间较长,则可能需要大量预热。这可能引起粒子在料筒内过早熔融,导致螺杆滑移,造成螺杆回退时间无规则和延长,定量喂料器避免了物料滞留时间,从而防止螺杆滑移。在这种情况下,定量喂料可比浸没喂料缩短螺杆回退时间。 无需校准 用户只需选择所需进料百分比,例如70%或80%,微处理器便能根据用户的挤出率自我校准,然后自动切回到所选定的已降低的定量喂料率。无需另外校准 手动旁路 传统浸没喂料可通过一个铰链式流量盘手动实现,作为定量喂料系统的旁路。 |
相关产品
|